
CONTROLADOR Y REGULADOR DE GAS DE SOLDADURA PARA ROBOTS
AHORRO DE GAS DEL 40% EN ADELANTE.
OPERACIÓN Y CONEXIONES DEL VIGILAWELD
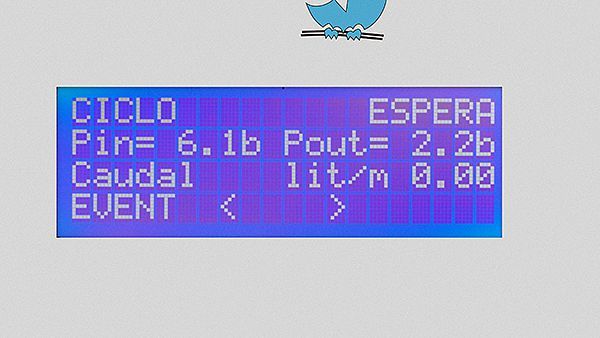
Pantalla principal y secundaria
Parámetros importantes de la instalación…

El porqué del ahorro
Control y estabilidad del flujo de gas…

Diagrama instalación
Instalación sencilla y manejo intuitivo…
Con EL VIGILAWELD
usted dispondrá en el mismo aparato de:
- Un regulador que ajusta el caudal con precisión de décimas.
- Un medidor de caudal de gas con precisión de décimas.
- Un medidor de presión de línea.
- Un medidor de presión de antorcha.
- Un totalizador de litros consumidos.
- Un contador de cordones de soldadura.
- Una alarma de baja presión de entrada.
- Una alarma de alta presión de antorcha.
- Una alarma de fugas.
- Una alarma de consigna de gas no alcanzada.
- Una alarma de litros consumidos superados.
- Una salida analógica de caudal de gas instantáneo.

CONFIGURACIÓN MENÚ VIGILAWELD
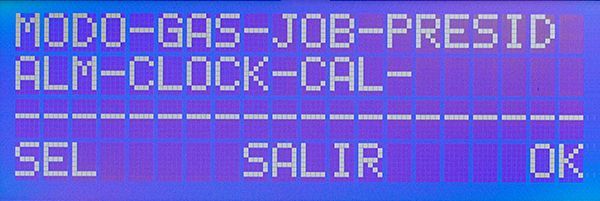
Menú
Acceso al menú de configuración…

Modos
Caudalimetro o regulador…
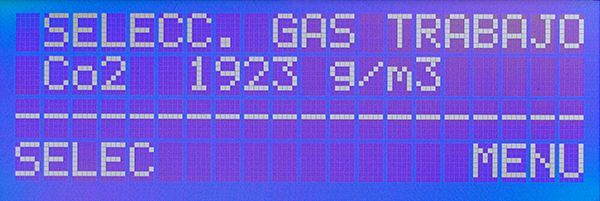
Gas
Seleccion del gas de trabajo…
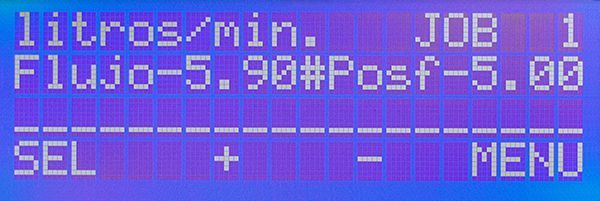
JOBS
Ajuste del flujo y posflujo de cada consigna…

Presión residual
Ajuste de la presion residual en espera…
Alarmas
Ajuste del disparo de las alarmas…
INFORMACIÓN TÉCNICA VIGILAWELD

Ficha técnica

Repuestos

Calcula el ahorro con VIGILAWELD
INSTALACIONES VIGILAWELD










Porque creemos en nuestro planeta
Ahorrar no solo es conveniente
AHORRAR ES NECESARIO
¿TIENE ALGUNA DUDA SOBRE VIGILAWELD?
El equipo técnico de VIGILAWELD trabaja día a día en ofrecer a sus clientes la mejor información de sus productos, a continuación podrá consultar las preguntas más frecuentes, en caso de que no esté en este apartado su duda rellene el formulario y nos pondremos en contacto con usted.

Para hacer un planteamiento económico adecuado de cara a implantar un VIGILAWELD en una celda robotizada debemos conocer el número de piezas diarias fabricadas , litros que consume cada pieza y coste del gas . Una celda tipo en automoción ronda las 1000 piezas diarias , alrededor de 15 litros pieza de media y 1 ó 6 € el coste del m3 de gas si es de granel o botella respectivamente .
Con estos datos el ahorro diário puede oscilar entre 7 y 40 € .
Antes de que abra la válvula de la devanadora ya se está aplicando la misma presión del ciclo soldadura ,( que puede ser incluso incrementada a voluntad ) , esta presión de gas se mantiene en el tiempo haya o no corriente de soldadura posteriormente .
El mismo que había en el ciclo de soldadura anterior.
Cualquier profesional de la soldadura sabe que normalmente se utiliza mas gas del estrictamente necesario , pero sabe que no puede bajarlo porque hay una serie de parámetros incontrolados en la instalación que pueden hacer , y de hecho lo hacen , que baje el caudal inesperadamente , por ejemplo ;
-bajada instantánea de la presión de línea por entrada simultánea de equipos . -bajada en la presión de la botella o de la instalación al quedar poco gas . -aumento en la resistencia al paso del gas en el cable de potencia y de la antorcha por deformaciones o suciedad .
-escapes incontrolados de la antorcha en alguna posición concreta , etc . -posición de la antorcha . -etc….
La coincidencia de varios de estos sucesos a la vez puede tener consecuencias fatales ….
Por todo ello , puede suceder que estando todo normal aparentemente , nos sale un cordón con síntoma de falta de gas , ¿solución? … nos curamos en salud y ajustamos el caudal por exceso , ..por si acaso …. Pero esto no queda aquí , hay mas …
Si necesitamos mas gas en un cordón complicado , desgraciadamente lo tenemos en todo el trabajo ya que no podemos variar el gas cordón a cordón como sería lo deseable.
SUMAMOS A LAS INCERTIDUMBRES DE LA INSTALACIÓN LA FALTA DE CONTROL FLEXIBLE DEL GAS
El soldador también sabe que no todos los cordones necesitan el mismo gas aunque tengan la misma corriente , la posición , la calidad del material , la suciedad , la geometría y posición de la zona a soldar es muy importante reducir el caudal de gas necesario sólo en función de la corriente , como hacen otros equipos , es simplificar demasiado .

Tenemos otro asunto bien conocido ; el exceso de consumo que se produce en el preflujo debido a que la manguera se queda cargada a la presión de línea . Esto , siendo sinceros , con poco gasto y con un regulador de presión mecánico y un rotámetro podemos evitarlo , esta es una decisión inteligente y mucho mejor que un rotámetro con grifo estrangulador o regulador de caudal , pero también tenemos que decir que en esta situación las diferencias de resistencia al paso del gas que se producen en la manguera desde la devanadora hasta la antorcha debidas al movimiento del brazo del robot no se compensan de ninguna manera y se pueden producir caídas inesperadas de caudal.

La presión residual , con el WGC1 queda reducida al mínimo necesario y se regula automáticamente . Ahí también tenemos otro ahorro importante . Estas dos gráficas están basadas en los datos reales de presión del gas tomados sobre una misma antorcha de robot desde el momento del inicio de la soldadura , tomando diez muestras por segundo , durante 10 segundos , en una instalación sin regular presión y con regulador WGC1 . No es una simulación artística.
Supongamos que tenemos una instalación de gas a 6 bares de presión , a la cual hemos acoplado un rotámetro y grifo de regulación de caudal , o un regulador de caudal con un medidor tipo Bourdon .
Cuando la electroválvula de la devanadora cierra , todo el tramo de tubo entre el grifo regulador del caudal y la devanadora se queda cargado a la presión de línea , y por experiencia sabemos que la presión necesaria en ese tramo de tubería para 15 litros por minuto de caudal es normalmente de 0,4 bares , por lo tanto , en el instante inicial de la soldadura se produce un exceso de caudal y un consumo indeseable que será igual al volumen del interior de la tubería multiplicado por la diferencia entre los 0,4 bares y la presión de línea , en este caso son 5,4 bares por encima de la presión atmosférica . Una tubería de 8mm de diámetro interior tiene una capacidad de 50 cmt3 por metro , con 20 mts de largo son 1.000 cm3 , o sea un litro , si la cargamos con 5,4 bares tenemos 5,4 litros a presión atmosférica , cada vez que hacemos un cordón TIRAMOS CASI CINCO LITROS Y MEDIO DE GAS .
Cuando mas largo sea el tramo de tubería y mas sección tenga peor …. cuantos mas cordones y mas cortos , también peor…
El VIGILAWELD tiene un contador de litros y puede trabajar sin regulación- como caudalimetro – , de esta manera puede medir el gas que gastamos habitualmente por cada pieza , luego funcionando como regulador (ajustando el caudal a lo imprescindible por análisis de la soldadura ) , volvemos a medir el gas usado por pieza , es muy sencillo y rápido . Sin cálculos complicados , ni esperar a ver la factura . CON DIEZ O VEINTE PIEZAS SOLDADAS Podemos saber exactamente cuantos litros gastamos por pieza antes y después y calcular sencillamente cuanto vamos a ahorrar en un periodo .
SI …, primero CON EL PASO DE GAS EN LA MISMA POSICION EN QUE ESTABA SIN EL VIGILA mediremos el consumo configurando el WGC1 en modo caudalímetro .
Al poner a trabajar el WGC 1 en modo regulador hay que ABRIR A TOPE EL PASO DE GAS .
Los indicadores mecánicos en este caso no indicarán correctamente .
Uno de los objetivos que conseguimos con el WGC1 es el ahorro , pero no el único , tanto o mas interesante es la supervisión constante del trabajo de soldadura en lo que se refiere al gas, no necesitamos revisar cordón por cordón para saber si la soldadura ha tenido gas suficiente , si se produce una pequeña desviación de parámetros de las alarmas ajustadas lo sabremos al instante antes de que se produzca una soldadura desastrosa .
A los parámetros que medimos podemos fijarles un umbral de alarma máxima o mínima , cada alarma puede tener varias acciones simultáneas , destello del visualizador , zumbador , cierre de contacto de un relé o/y cierre del gas . Acciones comprendidas desde la alarma leve a la mas grave .
Así es , podemos detectar situaciones anómalas por pequeñas desviaciones de las presiones de la instalación y actuar en consecuencia de forma automática , en ese sentido puede ayudarnos también como mantenimiento preventivo .
Si se sobrepasa el consumo de gas ajustado en la alarma para el tiempo de espera – entre soldadura y soldadura- , nos avisará . Es más , Si dejamos la instalación fuera de servicio o apagada entre jornadas de trabajo y nos olvidamos de cerrar el gas además de avisarnos , cerrará el paso del gas , evitando gasto innecesario.
El regulador mantiene una pantalla con el evento ocurrido ,aunque haya desaparecido , hasta que alguien pulse el “OK” . Usted sabrá lo que ha pasado aunque haya desaparecido la causa de la alarma , la celda de soldadura estuviese inatendida y nadie se haya percatado de nada en ese momento .
Por ello ..Una partida de producción sin alarmas es una partida de calidad.
De una décima de bar para las presiones y una décima de litro /minuto para los caudales . Para conseguir máxima precisión introduciremos la densidad del gas que estamos usando en los parámetros de ajuste del aparato.
Podemos trabajar con gases puros como el Co2 – Nitrogeno – Aire- Argón -Oxigeno – y también podemos seleccionar cualquier gas cuya densidad esté comprendida entre 1000 y 2000 gr. m3 . No obstante sale calibrado de fábrica para gases cuya densidad esté comprendida entre 1600 y 1800 gr/m3 , si necesita otra calibración sírvase comunicarlo a la hora de hacer el pedido .
Regula caudales entre los 5 y los 25 litros / minuto.
Entre 2,5 y 6 bares ., menos presión no es recomendable , aunque puede trabajar hasta con 1,5 bares en caudales bajos.
El WGC1 puede aplicar distintos caudales de gas , preseleccionados de antemano , que podrán ser requeridos por el robot mediante una combinación de entradas digitales de contacto, incluso cambiar durante la soldadura de uno a otro . Puede usar hasta siete caudales prefijados de soldadura y otros siete de posflujo .
Si, tiene una entrada analógica a la cual podemos conectar una salida de tensión del robot o , por ejemplo , un potenciómetro . Cada voltio aplicado a la entrada del equipo son 10 litros /minuto. De esta forma los caudales distintos a aplicar son ilimitados o incluso generar rampas de gas crecientes o menguantes .
De la misma manera que el robot o la instalación robotizada es la que controla la corriente de soldadura . Ahora el robot también puede ajustar el caudal necesario de gas , independientemente de la corriente de soldadura , con flexibilidad total ya que puede recibir la consigna de gas de forma digital o Analógica .
Si , podemos ver el gas consignado y también el gas real que aplicamos , y lo mas interesante… podemos supervisarlo automáticamente porque lleva una salida analógica donde 1 voltio son 10 litros /minuto del caudal REAL INSTANTÁNEO , el robot puede cotejar esta tensión y poder hacer gráficas de cada cordón o establecer parámetros de control de calidad o trazabilidad de cara al cliente .
En absoluto , se recomienda quitar el regulador existente si es de caudal -escala en litros/minuto – , máxime si lleva indicador de tubo Bourdon (esfera de reloj con aguja ). Si es para hacer prueba comparativa de consumo – con/sin vigila – puede mantenerse pero abriendo el paso al máximo en la prueba con el Vigila regulando , en ese caso las medidas ofrecidas por el medidor mecánico o rotámetro no serán correctas .
Si es un regulador de presión – escala en bares – bastará con ajustar más de 2,5 bares y evitar que se pueda cambiar .
En este caso es imprescindible poner un manoreductor que esté tarado por lo menos a tres bares de salida .
Para conectar el regulador solo tenemos que colocarlo en cualquier punto de la instalación de gas , antes de la devanadora . La conexión eléctrica necesaria es a través de una base de enchufe estándar de 230 vac Schuko o bien , preferiblemente una fuente de CC de 24 v 1 Amp. procedente del robot . El equipo es conveniente que se ponga en un lugar visible para controlar su pantalla .
Sí , en operacion normal solo aparecen las dos pantallas principales y no es posible efectuar ningún cambio de configuración.
Dos años , pero podemos gestionarle extension de garantía hasta cinco.
HABLANDO CLARO…

Existe un problema importante que es muy real:
Las cifras de gas aconsejable por las tablas que circulan en medios técnicos son generalistas y adolecen de los problemas mencionados anteriormente , por lo tanto para curarse en salud los caudales están bastante sobredimensionados , muy pocos centros de soldadura pierden el tiempo en averiguar cuál es el umbral mínimo SEGURO necesario para una soldadura concreta , PORQUE NO HAY DOS INSTALACIONES DE GAS IGUALES Y PORQUE NO HAY NINGÚN APARATO QUE SEA CAPAZ (hasta ahora) DE MANTENER EL CAUDAL CON GARANTÍAS .
TODO ESTO CAMBIA AFORTUNADAMENTE CON EL VIGILAWELD .
Con nuestro regulador electrónico se mantiene el caudal seleccionado aunque la presión de la antorcha pueda subir peligrosamente , (hasta tres veces lo normal) o la presión de línea del gas pueda bajar de 6 bares a 2,5 por ejemplo .
Mucho mas ….Estas variaciones se pueden ver en el visualizador y tenemos alarmas de ellas mucho antes de que haya un problema en la soldadura .

Por ello podemos bajar el caudal de soldadura un 25-30% , incluso mas , con respecto al habitual , porque este caudal se mantiene pase lo que pase.
Para asegurarnos del caudal MÍNIMO ÓPTIMO ensayaremos varios cordones bajando el caudal hasta tener una soldadura incorrecta , luego los subiremos 2 lit/min. , ESE ES EL MÍNIMO ÓPTIMO . Si hay cordones complicados o soldaduras más críticas ensayaremos una por una para soldar cada una con el caudal requerido, no más .
Si no se hace esto estamos tirando el gas y el dinero…
Si el trabajo es repetitivo y de miles de piezas…
ESTE ESFUERZO MERECE LA PENA…

CONTACTA CON VIGILAWELD HOY MISMO
Si tienes cualquier tipo de duda rellena el siguiente formulario, en breve te contestaremos.
Síguenos en redes sociales
VIGILAWELD a través de su distribuidor oficial está presente en redes sociales, mantente al día de nuestras novedades
Distribuidor oficial

Jaime Ferrán 19
(Polígono Cogullada)
50014 ZARAGOZA
Phone: +34.976 473 410
Email: info@galagar.com
Web: www.galagar.com